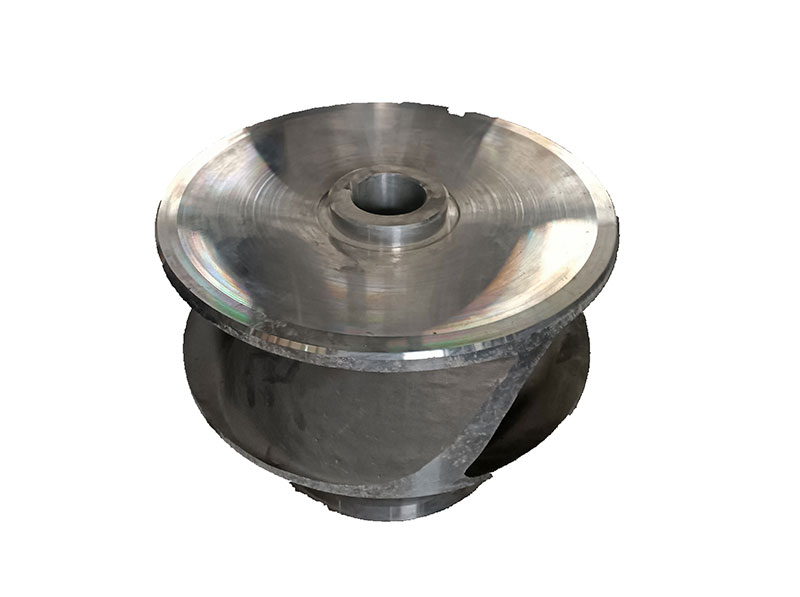
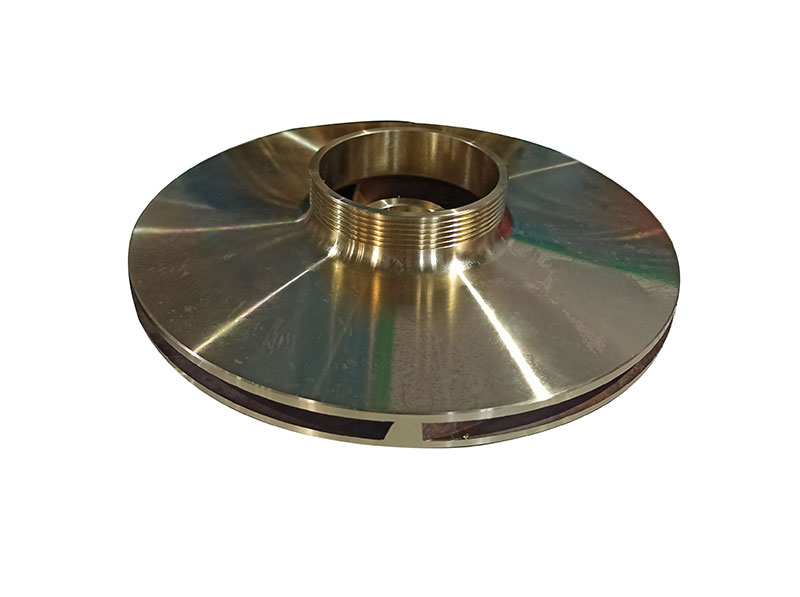
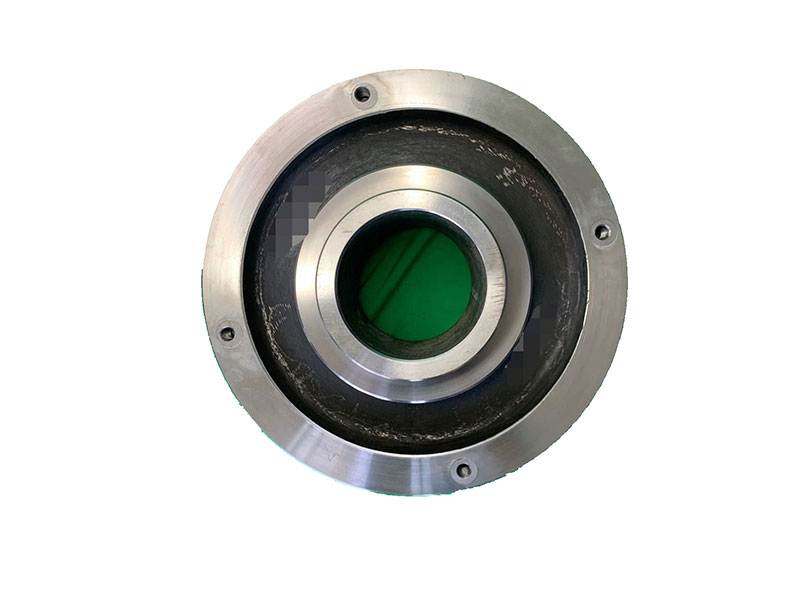
Impeller Pump Parts CD4MU

 English
English
![]()
English
 Russian
Russian
 French
French
 Spanish
Spanish


Lost foam casting is a type of investment casting that uses polystyrene foam as the pattern for the molten metal to follow. The foam is burned away during the casting process, leaving behind a cavity in the shape of the desired object.
This type of casting has several advantages over other methods, such as traditional investment casting. Lost foam casting is more cost-effective, since there is no need to create expendable patterns out of wax or other materials. It is also more precise, since the foam provides a consistent shape for the molten metal to follow. In addition, lost foam casting can be used to create complex shapes that would be difficult or impossible to produce with other methods.
The lost foam casting process is a type of casting that uses a foam pattern to create metal parts. The foam pattern is surrounded by sand and held in place by a box or mold. The molten metal is then poured into the mold, where it displaces the foam and takes on its shape.

Among the advantages of lost foam casting are:
Neither additives, binders, nor cores are required.Scrap volumes are minimized; the equipment’s footprint is small; energy and manpower requirements, as well as insurance premiums are reduced; as are the machining and finishing requirements.Once installed, lost foam casting offers flexibility in casting design and is environmentally friendly.
In recent years, there have been changes not only in raw materials used for lost foam casting, but also various aspects of equipment improvements. Raw materials have changed in a couple of areas, notably with the introduction of modified raw beads for producing patterns and various co-polymer beads to assist the use with iron castings, and to reduce lustrous carbon.
1. Selection of foam beads:
There are three types of foam beads in lost foam casting. Expandable polystyrene resin beads (EPS) are commonly used for casting non-ferrous metals, gray cast iron and ordinary steel castings.
2. Model making:
There are two cases: made of foamed beads: pre-foaming-curing-foaming-molding-cooling mold ①Before adding pre-foamed EPS beads to the mold, pre-foaming should be carried out to expand the beads to a certain scale . ②Aging Put the pre-foamed EPS beads in a dry and ventilated silo for a certain period of time. ③Foam molding
Made of foam sheet: foam sheet - resistance wire cutting - gluing - model
3. Models are combined into clusters:
It is to combine the self-processed (or purchased) foam model and the pouring riser model to form a model cluster. This combination is sometimes done before coating, and sometimes when the coating is ready and buried in the box. It is an indispensable process in lost foam (solid) casting.
4. Model coating:
The surface of the solid casting foam model must be painted to a certain thickness to form the inner shell of the casting mold. The function of its coating is to improve the strength and stiffness of the EPS model, improve the ability of the model surface to resist sand erosion, prevent the model surface from being damaged during the grinding process and model deformation, and ensure the dimensional accuracy of the casting during vibration modeling and negative pressure setting.
5. Vibration modeling:
The process includes the following steps: Sand Bed Preparation - Placing EPS Models - Sand Filling - Seal Molding
6. Pouring replacement
EPS models generally soften around 80°C and decompose at 420~480°C. Decomposition products have three parts: gas, liquid and solid. The thermal decomposition temperature is different, and the content of the three is different. When the solid mold is poured, under the heat of the liquid metal, the EPS model undergoes pyrolysis and gasification, and a large amount of gas is generated, which is continuously discharged through the coated sand and discharged from the body, forming a certain air pressure in the mold, the model and the metal gap. The metal continuously occupies the position of the EPS model and moves forward, and the replacement process of the liquid metal and the EPS model occurs. The end result of the displacement is the formation of a casting.
7. Cooling and cleaning
After cooling, it is most likely to fall out in solid castings. Castings can be lifted out of the sandbox obliquely or directly out of the sandbox. Castings are naturally separated from dry sand. The separated dry sand can be reused after treatment.


The use of lost foam casting for medium and large handicrafts has unique advantages. Due to the advantages of lost foam casting, art castings are more produced by this method. For example, Li Wei and others have studied the lost foam casting production of copper bells.Li Wei also studied the use of the lost foam process to cast the heat-resistant cast iron boiling burner hood 12 . RTSi-5.5 heat resistant cast iron.
The intermediate frequency induction furnace is used for smelting, and the casting process is a long row of multiple castings. Each sand box is buried with two layers of molds, which has high production efficiency; the feeding system is used for feeding, and the feeding effect is good; the surface quality of the castings is significantly improved.Lost foam casting is also suitable for the production of some large castings. For example, Wang Bin and others have studied the use of resin sand - lost foam process
Feasibility of producing large castings
Dai Binyu et al. used the lost foam casting process to prepare Gr/Al composites, and conducted wear performance tests on the composites [14]. The results show that the graphite distribution in the composites prepared by this process is uniform and the interface is relatively tightly bonded. Moreover, it is proved that the lost foam casting method is simple in process and equipment in the preparation of composite materials, and the operation is convenient. It can be seen that lost foam casting also has certain production prospects in the production of composite materials.
We provide our customers with a full range of products, services and solutions to help them remain competitive in their respective fields. We handle every job with the best process for lowest cost, best quality and highest efficiency. Our capabilities are comprehensive and include engineering design, sample development, process control, heat treatment, machining, inspection, and shipping and delivery. Thanks to our extensive experience and expertise in casting and machining, we are able to produce a wide range of parts and assemblies serving a wide range of industries and applications.
We attach great importance to quality. We are ISO9001/2015, AS9100 ISO45001:2018 and PED 97/23/E, ADW0 and API 6D certified by BV, TUV and DNV. The implementation of the ISO9001 quality management system ensures the good performance of our products and services, enabling us to establish long-term business relationships with customers all over the world.
The field is required.
The field is required.
The field is required.
The field is required.
Send